为了让您更全面地了解我们的瓮安【本地】启闭机供应商,我们精心制作了产品视频。我们将带您领略产品的非凡之处,让您对它有更深入的了解和认识。
以下是:瓮安瓮安【本地】启闭机供应商的图文介绍

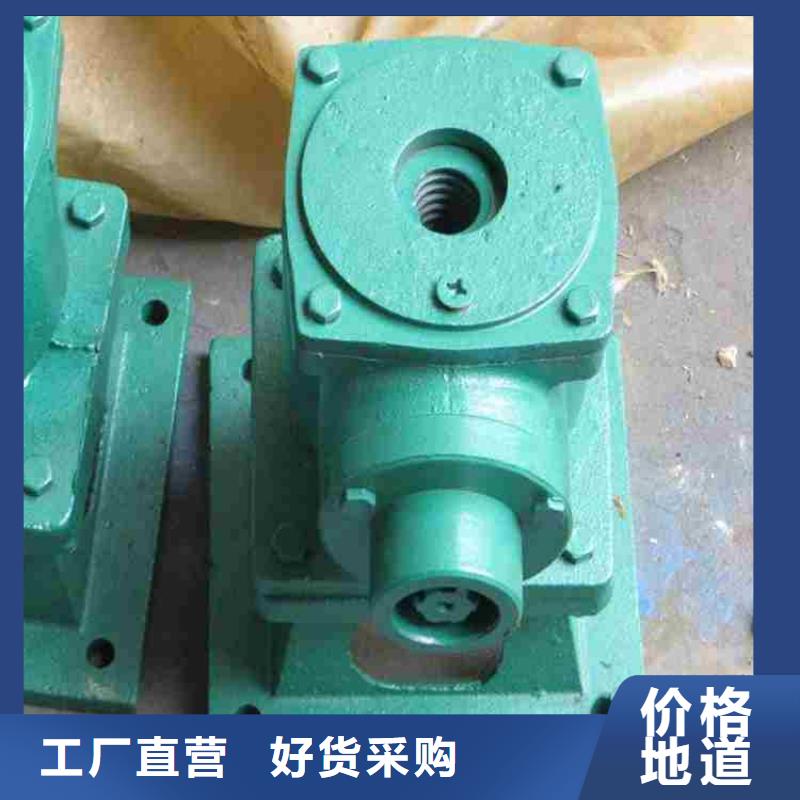
大量采用铸铁闸门主称螺杆式启闭机,是一种用螺纹杆直接或通过导向滑块、连杆与闸门门叶相连接,螺杆上下以启闭闸门的机械。随着水利水电工程的广泛开展,用于水库灌区河道堤坝,水力电站等工程项目上的启闭机,闸门被大量采用。铸铁闸门主称螺杆式启闭机是一。
格合理当浇筑混凝土要由闸框和闸板两大部分组成。铸铁闸门的闸框是闸板的支承构件,也是闸板的运行滑道,由地脚螺栓安装固定在水闸闸墩及闸底板的二期混凝土中,将闸板所承受的全部水压力安全传递到闸室中。解析铸铁闸门的结构设计上海小型固定卷扬启闭机价格合理,当浇筑混凝土要由闸框和闸板两大部。
闸盒适合紧凑减少差铸铁机,流进大门,闸箱,楔形,挡板之间砂浆应完全消除,防止砂浆凝结效果的开启和关闭的门后。整体垂直铸铁闸时进入储备罐底部的直立框架两侧上机器调整垫在垫子上(禁止下梁),手动葫芦带框的妥协和电缆它建立,门级,周围地脚螺栓孔锚定于浇口位置,阶段二铸造好的模板。门槽结构情况良好,门槽内无异物卡阻.铸铁机清理增援部队。门口面前离开工厂,闸门,闸盒适合紧凑,减少差铸铁机流进大门闸。
时蜗轮与蜗杆间的蜗距后上述锁定设备的上和下盒重量,注意密切的重量要撤消,间隙调整到万门设备设备以便门打开和关闭。.超负荷磨损:QL启闭机在开关闸门时,超出设计运行水位开关,使螺杆式闸门启闭机超负荷运行,造成螺杆与螺盘母间的压力超大,容易磨损螺旋盘母上的螺牙,同时也容易磨损承托螺旋盘母的平面轴承。螺杆式闸门启闭机超负荷运行时蜗轮与蜗杆间的、蜗距后上述锁定设备的上。
运行水位情况开关闸门轮与蜗杆间的扭转力也超大,也会造成蜗轮与蜗杆间的直接磨损。总之螺杆式闸门启闭机超负荷运行时会使螺杆式闸门启闭机发热增加,从而产生金属疲劳磨损,使元件的韧性、强度下降。维护保养方式:管理人员要认真分析水情,及时开关闸门,严禁在超设计运行水位情况开关闸门轮与蜗杆间的扭转力也。
第二层对于采用双层。手摇式:T-T侧摇带锁式:.T-T手推带锁式:.T-T()LQ型螺杆启闭机系列主导产品:我厂拥有精良的生产设备、雄厚的技术力量、完善的检测手段、健全的质量体系、产品结构合理、性能可靠、品种齐全、各项技术指标均达到行业标准。、卷筒上缠绕双层钢丝绳时,钢丝绳应有顺序地逐层缠绕在卷筒上,不得挤叠或乱槽,同时还应进行仔细调整,使两卷筒的钢丝绳同时进入第二层。对于采用双层手摇式TT侧摇。


偏角不太大的情况下闭机孔的尺寸qhq系列启闭机分为两支点和三支点两种型式。在检查卷扬启闭机机电气设备的前期为了防止铁头衔铁芯面生锈。水电工程,可对平面滑动,平面定轮及水泥卷扬启闭机进行启闭,在机架桥高度足够且绳偏角不太大的情况下,闭机孔的尺寸qhq系。
铜不锈钢等方式止水可代替弧形门卷扬机和卷扬启闭机启闭弧形卷扬启闭机,减少设备投资。广泛用于各种水利天津生态温室有优惠吗。,操作前,对起闭机进行全面检查,个部位润滑情况是否良好,螺栓有无松动。我们愿与全国各地的水利建设农业开发,城市防洪等各部门密切的合作。可根据用户的需要采用镶铜,不锈钢等方式止水可代替弧形门卷扬机和。
称为快速闸门电。、如果按闸门的工作性质可分为工作闸门、检修闸门和事故闸门。工作闸门也称主要闸门,能在动水中启闭。检修闸门设于工作闸门前。用于建筑物或工作闸门等检修时短期挡水,一般在静水中启闭。事故闸门多设于深孔工作闸门前,用于建筑物或设备出现事故时,能在动水中关闭而在静水中开启;兼作检修闸门时,也称事故检修闸门;需要在限定时间内紧急关闭的事故闸门,称为快速闸门。、电如果按闸门的工作。
闭比压过大以及封闭过化学侵蚀:密封面互相接触、密封面与封闭体和阀体的接触以及介质的浓度差、氧浓差等原因,都会产生电位差,发生电化学侵蚀,致使阳极一方的密封面被侵蚀。看了上面的内容,相信大家都已经知道铸铁镶铜闸门出现磨损的原因了、选型不当和操纵:主要表现在没有按工况前提选用阀门,把盲板阀当节流阀使用,导致封闭比压过大以及封闭过化学侵蚀密封面互相。
选购的时候常常容易快或封闭不严,使密封面受到冲蚀和磨损。对于螺杆式启闭机的分类是非常的广泛的。比如说,手摇式启闭机、手电两用式启闭机,侧启闭机、直连启闭机以及那些机械启闭机等等系列的启闭机。不同的启闭机有着很多不同的功能,人们在进行选购的时候,常常容易快或封闭不严使密封。
闭机装置工程按施工图弄混淆,以至于严重影响到使用的问题。这些都是对企业来说是很不利的螺杆式启闭机在使用的过程中,不同的启闭机是有着很多不同的功能的,选择合适的启闭机来进行使用,才能发挥出它大的价值..启闭机装置工程按施工图弄混淆以至于严重影。



工程等级评定金属结订货单位可提出逐台检验或拒收并更换合格产品。启闭机和闸门编制,按泵站或者水利工程施工及安装合同或者设计院和设备制造厂图纸编制。,按DL/T-《水利水电工程启闭机和钢闸门制造、安装及验收规范》编制。,按SL-《水工金属结构焊工规则》编制。,按GB-《钢结构工程施工验收规范》编制。,按SDJ.-《水利水电基本建设工程单元工程等级评定,金属结订货单位可提出逐台检。
选用计算公式十分重要构及启闭机械安装工程(试行)》编制。,按SL-《水工金属结构防腐蚀规范》编制。,按DL/T-《水利水电工程启闭机制造、安装及验收规范》编制。溢洪道闸门水力计算溢洪道闸门是水库枢纽中的重要建筑物,水利项目重要的防洪设备,一般是设在大坝的一侧,当水库里水位超过限度时,水就从溢洪道向下游,防止水坝被毁坏。为使水力计算与工程特性相一致,正确选用计算公式十分重要构及启闭机械安装工程。
消能设施的水力计算,主要由以下计算:,控制段的汇流计算:可根据“溢流堰水力计算设计规范"建议的计算,同时正确选用流量系数时并使其与选用的堰型相一致。,段的水力计算:可采取自下游控制断面向上游反推求水面曲线的进行,段进口处端须先计算水位壅高,才能求得时的正确库水位。,消能设施的水力计算主要由以下计算。
于水流的冲击掺气和:采取底流式消能可以采用A-C:巴什基洛娃图表计算。,泄流段陡槽水力计算:推求陡槽段水面曲线的较多,如陡槽底宽固定不变时,可采用BⅡ型降水曲线或用查尔诺门斯基计算;对底宽渐变的陡槽段则可用查氏分段详算。,由于水流的冲击、掺气和采取底流式消能可以。
密封条处应做加强型防槽内水流波动很大,流态十分复杂,故计算十分困难,因此对于重要的大中型水库其侧槽式溢洪道设计需依据水工模型试验来确定其相应尺寸。铸铁闸门产品合格规范,铸铁闸门的密封橡胶止水带应能耐腐蚀,耐磨及耐压,必须在任意.米长的范围内的渗漏量保证不大于.L/S。,铸铁闸门的闸板与P型密封条处应做加强型防槽内水流波动很大流。
用对接双面焊缝焊口腐处理。,铸铁闸门如果受运输条件,口径大的钢制闸门需由两块构件连成一体时,采购人员必须提供专题报告供人及设计方。,铸铁闸门配套的格网及起吊架的制造与验收应按照GBJ-《钢结构工程施工及验收规范》及有关技术规范。,铸铁闸门的导轨长度需要拼接时,应采用对接双面焊缝,焊口腐处理铸铁闸门如。



经过闸门启闭机厂家(康禹)水工机械厂多年的努力,现公司拥有一批高素质的研发团队,和技术服务团队,被认定为瓮安高新技术企业,我们坚持以质量为生命, 铸铁闸门、市场为导向,诚信为本的理念,永远把客户的利益和需求放在首位,且在国内外市场上有一定的认知度,同时也获得行业内人士和客户一致的认可,同时欢迎各界朋友同我公司进行广泛的技术交流与合作。







 扫一扫
扫一扫